

High-Flow Honey Pump for Field & Facility Use
Move your honey harvest with professional speed and efficiency. This Honey Filter Transfer Pump is engineered for beekeepers who need to move and filter large volumes of honey, processing up to 900 kg per hour. Its dual AC/DC power system provides ultimate versatility from the honey house to the bee yard.
Technical Specs at a Glance
Every technical detail matters for integrating equipment into your workflow. This table provides the essential specifications for our sanitary honey pump, ensuring it meets your operational requirements.
| Specification | Value / Detail |
| Product Name | Honey Filter Transfer Pump |
| Item Number | BBE-HFP120 |
| Primary Function | Pumping and filtering high-viscosity liquids |
| Pump Type | Low-Speed, High-Torque Sanitary Gear Pump |
| Max Flow Rate | 900 kg per hour (Adjustable) |
| Power Rating | 120W |
| Voltage | Dual Power: DC 24V and AC 100-240V |
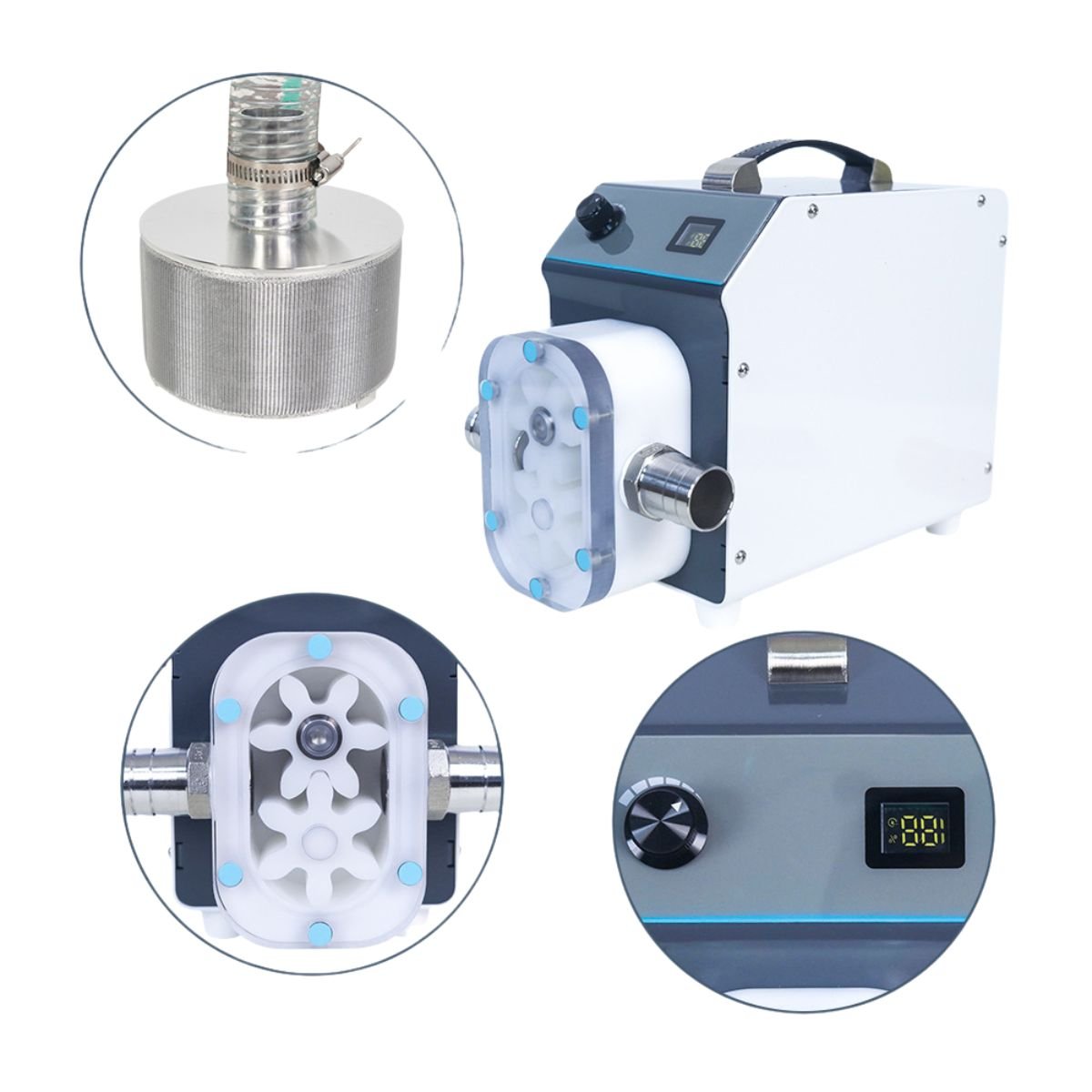
| Filter Fineness | 100 Mesh Stainless Steel (Coarse Filtering) |
| Max Liquid Viscosity | ≤42 Baume Degree |
| Operating Temperature | Ambient temperature must be above 15°C (59°F) |
| Unit Weight | 9.05 kg (19.96 lbs) |
| Gross Shipping Weight | 15 kg (33 lbs) |
| Dimensions (L x W x H) | 30.5 cm x 30.4 cm x 12.7 cm (12″ x 12″ x 5″) |
Move and Filter Your Harvest with Power and Precision
Stop wasting time and energy lifting heavy buckets and waiting on slow, gravity-fed filters. The BuzzBeeEquip Honey Filter Transfer Pump is a commercial-grade solution designed to revolutionize your extraction day. This machine is built to handle the unique challenge of moving thick, viscous honey, saving you hours of manual labor.
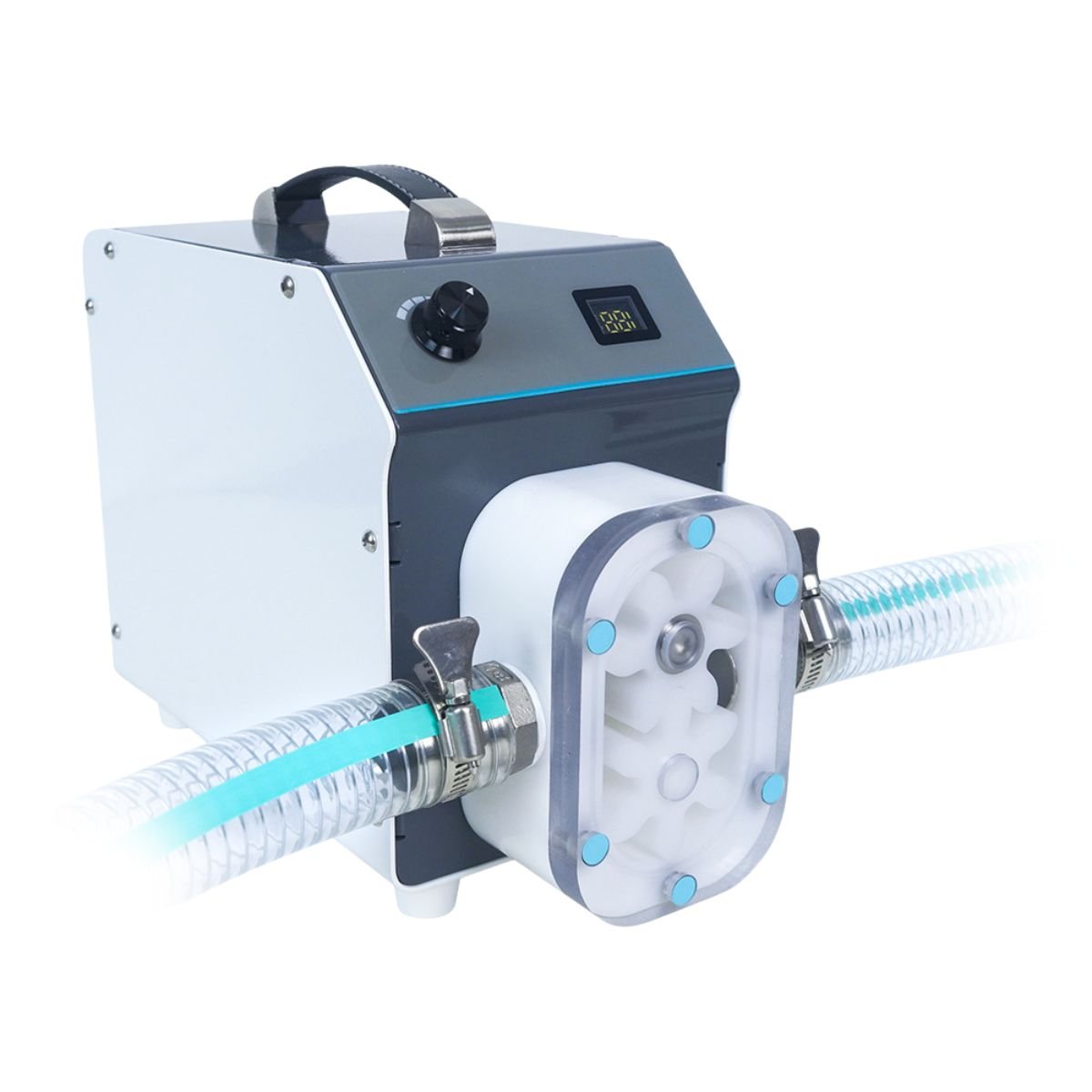
At its core is a powerful, high-torque sanitary gear pump. Unlike impeller pumps that can agitate and introduce air, this pump’s gentle, positive-displacement action moves your honey smoothly and consistently. You can see the process through the transparent pump head, giving you full confidence in its operation. The real-world benefit is a faster transfer with less frothing, preserving the quality of your honey.
You are in complete control with the variable speed dial and digital display. Start the pump at a low speed to gently prime the lines, then ramp it up to 100% for an incredible maximum flow of 900 kg per hour. This versatility is unmatched—use full power for tank-to-tank transfers and dial it down for more precise bottling applications.
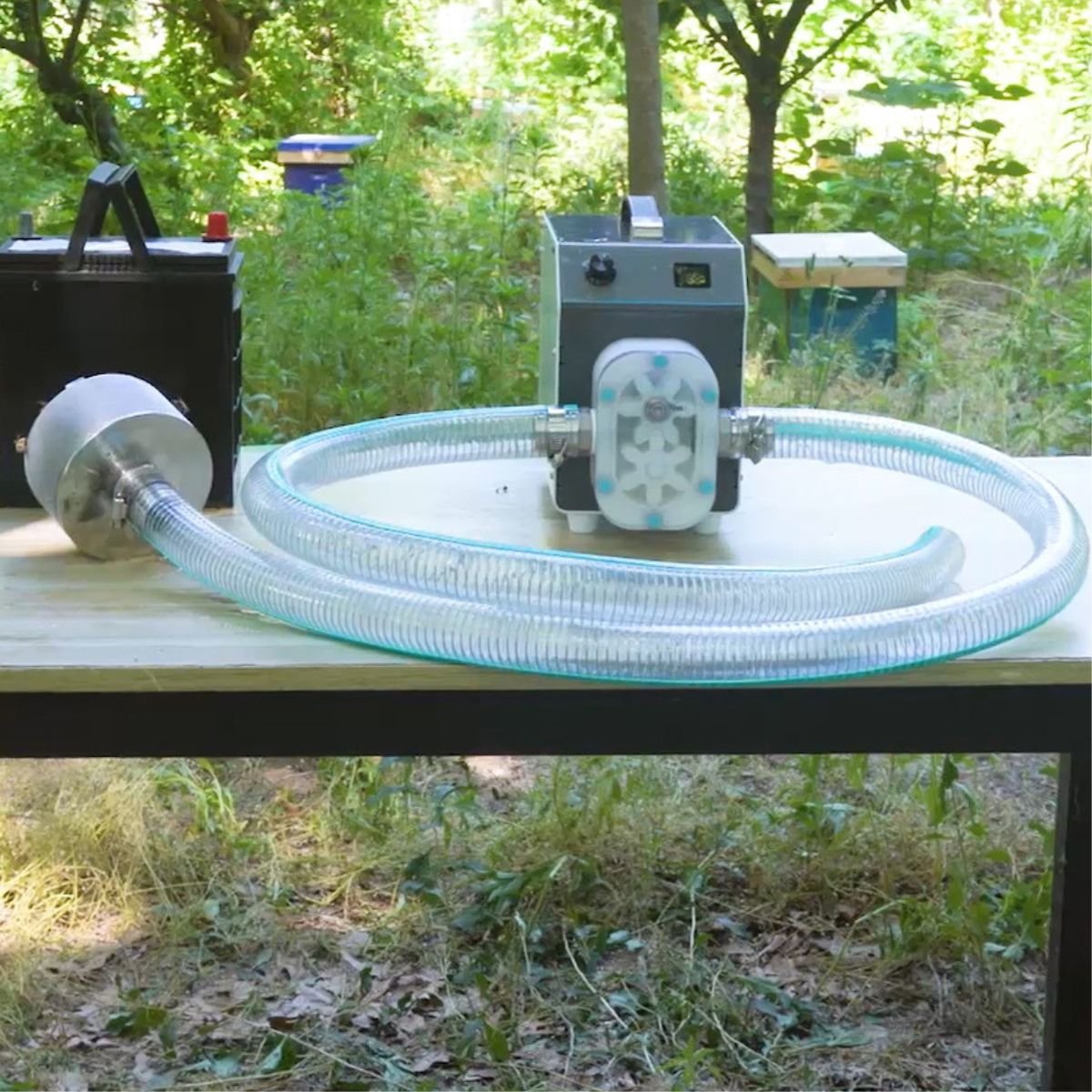
The ultimate feature is its dual AC/DC power capability. Work efficiently in your honey house using a standard wall outlet. Then, take the pump directly to your bee yard and power it from a 12V or 24V vehicle battery. This field-ready flexibility means you can filter and barrel your honey right at the source, streamlining your entire operation.
Your Partner in Processing: Wholesale & OEM Solutions
| Item | MOQ | Custom Logo | Colour Choices | Lead Time (days) | Remark |
| Honey Filter Transfer Pump | 10 Units | Available (On Casing) | Grey/White (Standard) | 25-40 | Custom hose lengths and filter mesh sizes available for OEM orders. |
Global Shipping for Your Apiary Operations
BuzzBeeEquip is a trusted global supplier of beekeeping equipment. We provide reliable and efficient logistics solutions, shipping our honey processing equipment to distributors and commercial apiaries worldwide. We operate under flexible Incoterms (FOB, CIF) and utilize a network of sea, air, and rail freight partners. Standard lead times are 25-45 days. We ensure secure transactions through T/T, L/C, and PayPal for all our B2B partners.
Certified for Food Safety and Electrical Standards
Your product’s safety and your operational compliance are our top priorities. This equipment is built with certified components and materials.
- CE Certified: Meets European Union standards for electrical safety and electromagnetic compatibility.
- RoHS Compliant: Certified free of hazardous substances in its electronic components.
- FDA Compliant Food Contact Materials: The pump head, gears, hoses, and filter are all made from materials certified as safe for direct contact with food.
Success Story: Canadian Co-op Triples Processing Speed
A beekeeping cooperative in Alberta, Canada, was struggling with a processing bottleneck during their short, intense honey season. By implementing two of our Honey Filter Transfer Pumps, they eliminated manual lifting and gravity filtering. This change reduced physical strain on their members and tripled their daily honey processing capacity. The co-op reported a significant increase in efficiency, allowing them to process and sell their harvest faster, leading to higher profits for their members.
Is This High-Flow Pump Right for Your Operation?
This is a professional-grade tool designed for volume. To ensure you’re getting the right equipment, see where your operation fits.
- Best for Sideliners & Small Commercial Apiaries (15-100+ Hives):
- If you measure your honey harvest in barrels, not buckets, this pump is for you. Its 900 kg/hr flow rate is engineered to move large quantities quickly, making it the perfect investment for operations focused on efficiency and scaling up.
- Consider Alternatives for Small Hobbyists (1-10 Hives):
- For beekeepers with a few hives, the power and capacity of this pump may be more than you need. A smaller, gravity-fed filtering system can be a more cost-effective solution for processing smaller batches of honey. We believe in providing the right tool for the job.
Build Your Complete Pumping & Bottling Line
This pump is the heart of an efficient honey processing system. Pair it with these essential components to create a seamless workflow from extractor to bottle.
- Honey Sump / Warming Tank: Gently warm your honey to the ideal pumping viscosity (above 15°C / 59°F) in a controlled manner to ensure a smooth, consistent flow.
- Stainless Steel Honey Settling Tank: Pump your filtered honey into a large settling tank. This allows fine air bubbles incorporated during extraction to naturally rise to the surface, resulting in crystal-clear honey.
- Food-Grade Transfer Hoses: Order extra hose length to perfectly customize the pump’s reach to your honey house layout, connecting extractors, sumps, and bottling tanks.
- Honey Bottling Valve: For the final step, connect your system to a precise, no-drip bottling valve for clean and professional filling of your jars.
See the Pump in Action: From Tank to Barrel in Minutes
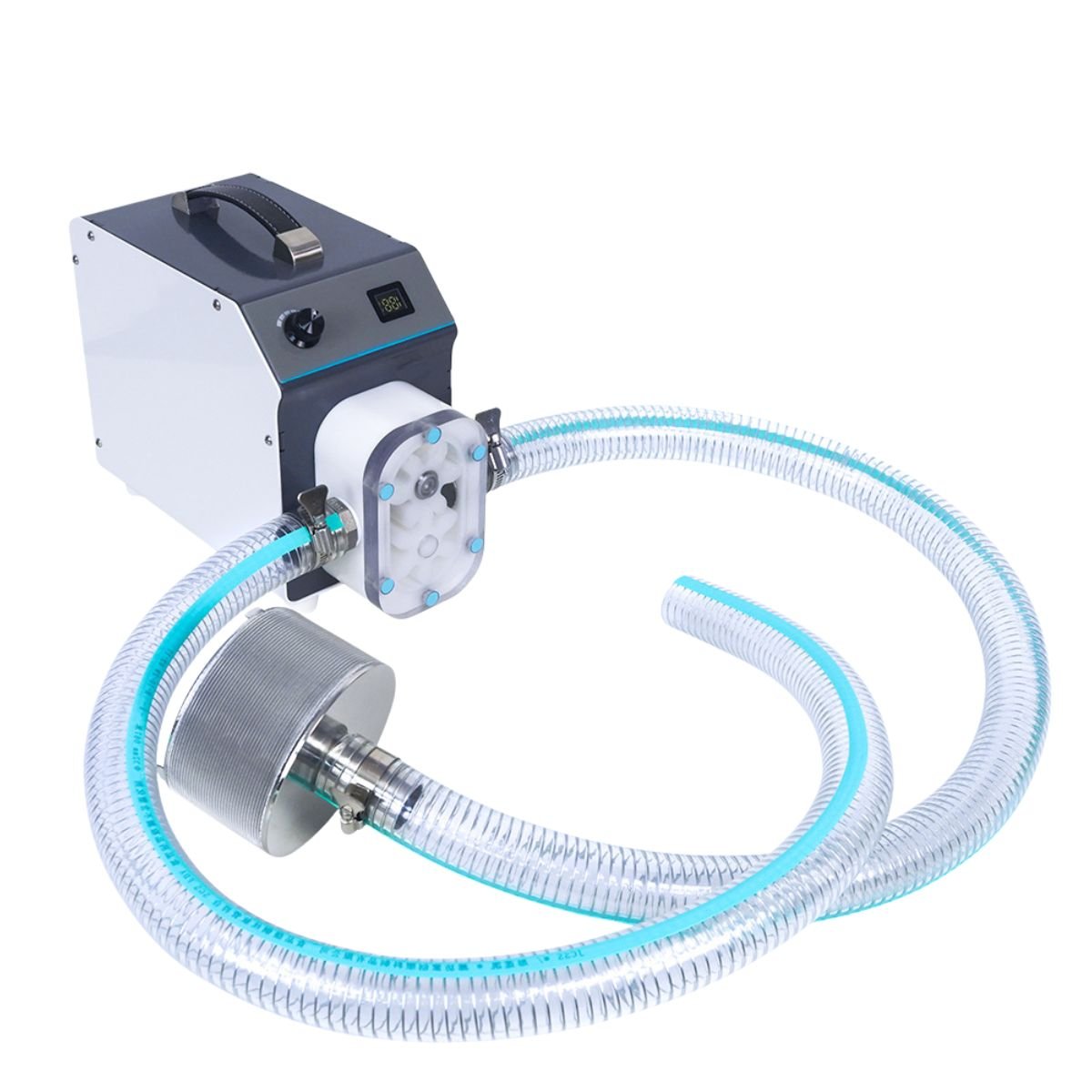
Watch this pump transform hours of labor into a task of minutes. The video shows the stainless steel filter head being submerged into a tank of freshly extracted honey. With a press of a button and a turn of the dial, you can see the thick, golden honey flowing steadily through the transparent pump head—proof of its gentle yet powerful gear mechanism. The operator easily adjusts the flow rate on the digital display, demonstrating the total control you have over the process, whether you’re rapidly transferring to a storage drum or gently filling a bottling tank.
Your Honey Pump Questions Answered
Q1: What is the true maximum flow rate of this pump with thick honey?
The pump is rated for a maximum of 900 kg of honey per hour. This is achievable with liquid honey at an optimal temperature (above 15°C / 59°F) and viscosity (≤42 Baume).
Q2: Can this pump really run off a standard car battery in the field?
Yes. It is designed with a 24V DC motor and includes alligator clips, making it fully operational with a standard 12V or 24V deep-cycle battery, perfect for off-grid use.
Q3: What level of filtering does the 100 mesh screen provide?
A 100 mesh screen provides coarse filtering, equivalent to about 150 microns. It’s designed to remove larger impurities like wax particles, bee parts, and wood splinters, preparing your honey for finer filtering or settling.
Q4: Can this pump handle crystallized or solid honey?
No. This pump is designed exclusively for liquid honey. Attempting to pump crystallized honey will cause extreme strain on the motor and can damage the pump’s gears. Always ensure your honey is fully liquid before pumping.
Q5: How is the pump cleaned after use?
Cleaning is critical. Immediately after use, pump several gallons of warm (not boiling) water through the system. For a deep clean, the transparent pump head cover can be easily removed, allowing full access to wipe down and sanitize the internal gears.
Q6: What does the “≤42 Baume” viscosity rating mean?
Baume is a scale used to measure the density of liquids. A Baume of 42 degrees corresponds to honey with a moisture content of about 18.6%. This pump is engineered to handle the thick, low-moisture honey that is characteristic of a high-quality harvest.
Q7: Are all parts that touch the honey food-safe?
Absolutely. The pump head, internal gears, intake filter, and hoses are all made from certified food-grade materials, ensuring your honey remains pure and free from contamination.
Q8: Why is the variable speed control so important?
It gives you precision. You can use a slow speed to gently prime the pump and hoses without cavitation, switch to full speed for bulk transfers between tanks, and then dial it back to a slow, steady flow for controlled bottling.
Q9: What makes this pump better than a cheaper utility pump?
Three things: food-grade materials, gentle action, and power. Utility pumps are not safe for honey and can contaminate it. This pump uses a sanitary gear system that doesn’t agitate or aerate honey, and it has a high-torque motor specifically designed to handle high-viscosity liquids without burning out.
Q10: Do you offer wholesale pricing for equipment distributors?
Yes. As the manufacturer, we provide competitive tiered pricing for bulk and wholesale orders, with a starting MOQ of 10 units. We also offer OEM services for custom branding. Please contact our B2B sales department for a detailed quote.




Reviews
There are no reviews yet.